一、概述
激光焊接技术在航空航天、造船、车辆制造等工业领域中的应用日趋广泛,仅就大功率激光焊接使用的设备而言,目前主要采用的是气体激光器和固体激光器。固体激光器与气体激光器相比,其波长短,光束可通过光导纤维传送,可与机器人和焊接专机配合,具有柔性自动化的特点,是焊接用激光器的发展方向。哈尔滨焊接研究所是我国最早开展大功率固体激光焊接技术的研究机构。近几年来,哈尔滨焊接研究所紧跟国际前沿焊接技术,重点对大功率固体激光( Nd : YAG) + 电弧复合热源焊接技术进行研究与应用开发。为了推广激光及激光+ 电弧复合热源焊接技术在我国生产领域中的应用,本文重点对哈尔滨焊接研究所进行的激光及激光+ 电弧复合热源焊接的研究成果及应用情况进行简要介绍。 本文来自激光制作网 laserfair.com 国内领先的激光技术门户
二、激光焊接技术的研究与应用
本文来自激光制作网 laserfair.com 国内领先的激光技术门户
1. 激光焊接技术的研究
laserfair.com
哈尔滨焊接研究所在20 世纪90 年代中期,引进了德国HAAS 公司2k W Nd : YAG 固体激光器,重点开展了基于神经网络的激光焊接参数对焊缝形状( 主要是焊缝熔深) 的预测研究,该方面的研究既可以根据不同的激光焊接参数预测焊缝熔深,同时又可以根据不同的熔深给出有效的激光焊接参数,这对试验研究和生产具有重要的指导意义。 laserfair.com
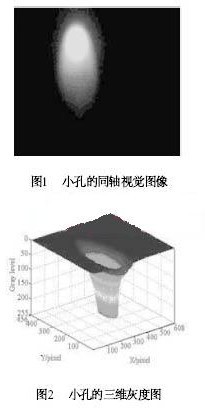
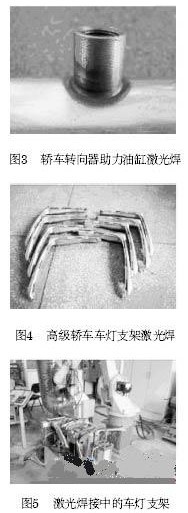
为了监测激光深熔焊接过程中的小孔稳定性,哈尔滨焊接研究所率先在国内开展了Nd : YAG 激光焊接过程同轴视觉传感技术的研究。Nd : YAG 激光焊接过程同轴视觉传感系统不仅可以实现小孔状态的监测和研究,还可以基于对小孔形态的监测实现焊缝熔深的检测和工件焊透与否的检测。焊缝熔深的检测值和实验值比较表明,工件未焊透时焊缝熔深的检测误差一般不超过12 % ; 而在工件焊透后焊缝熔深的检测值则明显大于工件厚度。因此,基于工件焊透后焊缝熔深的检测值和工件厚度的比较可以检测工件焊透的情况。图1为采用碳钢材料,激光功率1200W,焊接速度1.8m/ min,激光焦距位于工件表面上时采集到的小孔同轴视觉图像,图2 是在采集到的小孔同轴视觉图像的基础上提取出的三维灰度图。
国内领先的激光技术门户 laserfair.com
laserfair.com
2. 激光焊接技术的应用 laserfair.com
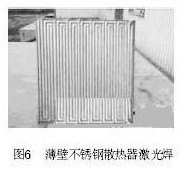
哈尔滨焊接研究所开发的激光焊接技术应用在民用制造领域主要是车辆制造业,主要应用的产品有汽车变速箱组合齿轮焊接、变速箱齿轮与轴的焊接、轿车用汽车转向器助力油缸的焊接( 见图3) 以及高级轿车车灯支架的焊接( 见图4) 等。其中轿车用汽车转向器助力油缸的焊缝形式为马鞍形焊缝; 高级轿车车灯支架的焊缝形式为空间三维曲线焊缝。采用激光- 机器人三维空间焊接技术使空间三维焊缝的焊接变得轻松自如。图5为正在焊接中的高级轿车车灯支架。
本文来自激光制作网 laserfair.com 国内领先的激光技术门户
国内领先的激光技术门户 laserfair.com
此外,哈尔滨焊接研究所还将激光焊接技术应用到不锈钢传送带的焊接,不锈钢电控开关柜的焊接,新型薄壁不锈钢散热器的焊接( 见图6) 等民用产品制造领域。军用武器装备用精密仪器部件的焊接也是哈尔滨焊接研究所激光焊接技术重要应用领域。
本文来自激光制作网 laserfair.com 国内领先的激光技术门户
国内领先的激光技术门户 laserfair.com
三、激光+ 电弧复合焊接技术的研究与应用 laserfair.com
1. 激光+ 电弧复合热源焊接技术研究 laserfair.com
“激光+ 电弧复合热源焊接” 是一种新型焊接方法,这种新型焊接方法既具备一般电弧焊的高适应性特点,又具备激光作为焊接热源的大熔深、高速、低变形特点,它是近几年迅速发展起来的优质高效焊接技术。哈尔滨焊接研究所激光+ 电弧复合热源焊接技术的研究开发主要针对大功率固体激光( Nd:YAG) + GMAW 电弧的复合,研究的方向主要有低碳钢激光+ 短路过渡MAG 电弧复合热源焊接特性、铝/ 钢大光斑Nd:YAG激光+ 脉冲MIG 复合热源高效熔- 钎焊接技术和高强铝合金大功率固体激光( Nd: YAG) + 脉冲MIG 电弧复合热源焊接技术等。 本文来自激光制作网 laserfair.com 国内领先的激光技术门户
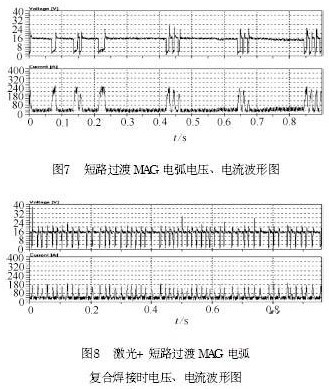
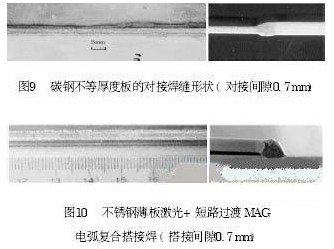
( 1) 低碳钢激光+ MAG 短路电弧复合热源焊接特性研究表明,单独的短路MAG 电弧焊在较小的焊接电流(30 ~60A) 和较高的焊接速度下(> 1.5m/ min) ,很难获得稳定的焊接过程。图7 为短路过渡MAG 电弧焊,当电弧电压16V,焊接电流50A,焊接速度1.5m/ min时的电压电流波形图。在此短路过渡电弧的基础上加入激光,且激光功率超过900 W,位于深熔焊模式区,在高速焊接的条件下也可以获得稳定的短路过程。图8 为电弧电压为16V,焊接电流50A,焊接速度1.5m/ min,激光功率1200 W复合焊接时电压、电流波形图。小电流短路MAG电弧与大功率激光复合具有高速、低变形焊接特点,适用于有间隙薄板的焊接。图9 为碳钢材料不等厚度板的对接( 板厚1.2mm+ 1.8mm) ,对接间隙0.7mm 时的焊缝成形,试验条件为焊接电压14V,焊接电流50A,激光功率2000W,焊接速度2m/ min。 本文来自激光制作网 laserfair.com 国内领先的激光技术门户
laserfair.com
当短路过渡的电流较大( 100 ~160A) ,复合焊的激光功率100 ~700 W,位于热导焊模式区,激光的作用主要是增加焊接过程稳定性,减少焊接过程的飞溅。图10为不锈钢薄板( 厚度1.5mm) 搭接焊时的焊缝成形,焊接条件为激光功率700 W,电弧电压16 ~17V,焊接电流110 ~120A ,焊接速度2m/min。
laserfair.com
laserfair.com
当短路过渡的电流较大(100 ~160A) ,复合焊的激光功率900 ~2000 W,位于深熔焊模式区,激光与短路过渡MAG 电弧复合的特点是可以显著增加焊缝的熔深和深宽比,这一特点使得中厚板在多层多道焊时减少坡口角度、提高焊接效率成为可能。图11为采用碳钢材料( 厚度10mm) 单独MAG 焊与激光+ 短路过渡MAG焊时焊缝成形的比较。焊接条件为MAG 焊时,坡口角度60°,电弧电压19 ~22V ,焊接电流165~190A,焊接速度0.5 ~0.6m/min ,4 层焊道完成焊缝的焊接。复合焊接时,坡口角度30°,激光功率2000 W,电弧电压19 ~22V,焊接电流165 ~190A,焊接速度0.5~0.6m/ min,两层焊道完成焊缝的焊接。
laserfair.com

国内领先的激光技术门户 laserfair.com
( 2) 铝合金材料大功率固体激光( Nd : YAG) + 脉冲MIG 电弧复合热源焊接技术 以5A06 ( LF6) 铝合金为研究对象,研究了铝合金激光+ 电弧复合焊时焊接参数的变化对焊缝熔深的影响规律。研究表明,相同焊接热输入下,复合焊获得的焊缝熔深大于相同电流的脉冲MIG 焊; 获得相同焊缝熔深的条件下,复合焊与相同电流的脉冲MIG 焊相比具有更高的焊接速度、更低的热输入和更小的变形。图12 为相同焊缝熔深条件下,复合焊与单独脉冲MIG 焊时焊速、焊接热输入的比较。