伴随着3D打印技术的不断发展,3D打印产业也逐渐涌现出各种新型的高端技术。新技术的诞生,无疑促进了整个3D打印行业的加速发展,虽然这给业内的各大企业带来了不小的压力,但这更是改变了3D打印一直被冷落的尴尬局面。今天,小编就带你看遍目前世界工业界最流行的几种3D打印工艺技术:
1.SLA 3D打印工艺
1986年,3D Systems公司创始人Charles
Hull发明了光固化成型技术。光固化成型法(StereoLithography,SL或SLA)是指利用紫外光照射液态光敏树脂发生聚合反应,来逐层
固化并生成三维实体的成型方式。目前,3D打印技术以SLA的研究最为深入,也商业化的最早。
一、SLA工艺原理
FDM工艺利用紫外线照射液体光敏树脂使其固化,加工过程中平台会逐层沉入树脂槽。
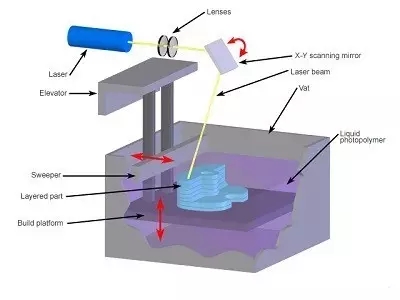
SLA工艺原理如下图所示。液槽中盛满液态光敏树脂,紫外波长的激光束在偏转镜作用下于液面上,按截面轮廓信息扫描,光点经过的地方,受
辐射的液体就固化。这样,一次平面扫描便加工出一个与分层平面图形相对应的层面,并与前一层已固化部分牢固地粘结起来,如此反复直到整个工件完成。采用
SLA工艺的工件一般还需要后续处理,包括清洗、去支撑、打磨、再固化等,以得到符合要求的产品。
SLA打印工艺原理
FDM成型工艺对于悬臂部位需要支撑,产品和支撑为同一种材质。对于彩色模型,需要后期上色处理。
二、SLA工艺的优势、劣势
1)精度高、表面光滑、可加工大尺寸产品
2)树脂种类繁多以满足各种性能需求
3)成型件强度力学性能较差,强度、刚度、耐热性能有限,产品通常不适合长期使用
4)设备价格较高,打印速度较慢,材料较贵
三、SLA工艺应用范围
1)快速加工高精度、高表面质量、多细节手板样件,可用于外观验证、装配校核,某些情况下可用于功能测试。
2)针对特殊要求有相应的特性材料(通常用于短时间),比如耐热树脂。
3)打印产品表面质量好、精度高,可用于铸造模具。
2.Polyjet 3D打印工艺
2000年,以色列Objet公司申请了PolyJet聚合物喷射技术专利,该公司已于2011年被美国Stratasys公司收购。PolyJet技术的成型原理与3DP有点类似,但喷射的不是粘合剂而是树脂材料。
在不同的3D打印公司,对PolyJet工艺的称呼不尽相同(如3D Systems公司称MJP:MultiJet Printing),但其工作原理是一致的。
一、Polyjet工艺的原理
PolyJet技术采用的是阵列式喷头,根据模型切片数据,几百至数千个阵列式喷头逐层喷射液体光敏树脂于平台。工作时喷射打印头沿XY
平面运动,当光敏聚合材料被喷射到工作台上后,滚轮把喷射的树脂表面处理平整,UV紫外光灯对光敏聚合材料进行固化。完成一层的喷射打印和固化后,设备内
置的工作台会极其精准地下降一个成型层厚,喷头继续喷射光敏聚合材料进行下一层的打印和固化。如此反复,直到整个工件打印制作完成。
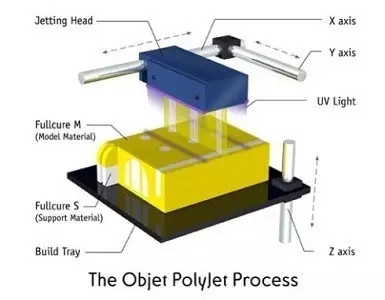
在悬臂结构处需要支撑,支撑材料通常与模型材料不同,工件成型的过程中将使用两种以上类型的光敏树脂材料。PolyJet技术可在机外混合多种基础材料,得到性能更为优异的新材料,极大扩展了该技术在各领域的应用。
二、Polyjet工艺的优势、劣势
1)可同时喷射不同材料,适合多种材料、多色材料同时打印,满足不同颜色、透明度、刚度等需求。
2)加工精度高,打印层厚低至16微米,产品细节体现非常好。
3)产品通常不适合长期使用。
4)材料价格贵,更换材料、打印过程材料消耗比SLA大,产品成本高。
三、Polyjet工艺应用范围
1)加工多材料、多颜色混合原型,也可以加工透明产品,常用于外观与装配测试。
2)精度高、表面细节好的铸造模具。
3)制造小批量注塑模具。
3.3DP 3D打印工艺
立体喷墨打印法(Three-Dimension Printing,3DP)是出现很早的一种3D打印技术。1993年由MIT发明,1995年
Z Corporation公司获得专属授权,2011年被3D Systems收购(技术名称更改为ColorJet
Printing)推出,是世界上最早的全彩色3D打印技术。国际上著名的3dp工艺公司还有ExOne、VoxelJet等。
一、3DP工艺的原理
从工作方式来看,三维印刷与传统二维喷墨打印最接近。与SLS工艺一样,3DP也是通过将粉末粘结成整体来制作零部件,不同之处在于,它
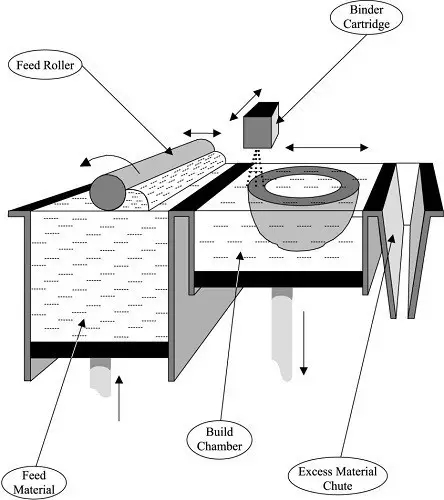
不是通过激光熔融的方式粘结,而是通过喷头喷出的粘结剂。其详细工作原理为:1)3DP的供料方式与SLS一样,供料时将粉末通过水平压辊平辅于打印平台
之上;2)将带有颜色的胶水通过加压的方式输送到打印头中存储;3)接下来打印的过程就很像2D的喷墨打印机了,首先系统会根据三维模型的颜色将彩色的胶
水进行混合并选择性的喷在粉末平面上,粉末遇胶水后会粘结为实体;4)一层粘结完成后,打印平台下降,水平压棍再次将粉末铺平,然后再开始新一层的粘结,
如此的反复层层打印,直至整个模型粘结完毕;5)打印完成后,回收未粘结的粉末,吹净模型表面的粉末,再次将模型用透明胶水浸泡,此时模型就具有了一定的强度。
理论上讲,任何可以制作成粉末状的材料都可以用3DP工艺成型,材料选择范围很广。
二、3DP工艺的优势、劣势
1)成型速度快,价格相对低廉,粉末通过粘结剂结合,而不是其他工艺在保护气氛下烧结。
2)可实现有渐变色的全彩色3D打印,可以完美体现设计师在色彩上的设计意图。
3)打印过程无需支撑材料,不但免除去除支撑的过程,而且也降低了使用成本。
4)可实现大型件的打印(目前最大可打印4米)。
5)产品力学性能差,强度、韧性相对较低,通常只能做样品展示,无法适用于功能性试验。
6)采用3DP技术的3D打印机,多用于砂模铸造、建筑、工艺品、动漫、影视等方面,目前有些3D照相馆也都是采用了3DP技术的3D打印机。
三、3DP工艺的应用
1)全彩色外观样件、装配原型。
2)某些条件下可生产毛坯零件,借助后期加工得到工业产品。如粘结金属粉末后期烧结并渗入金属液得到可使用零件。
3)铸造模样打印。
4)直接打印砂型、砂芯。
4. SLM 3D打印工艺
1995年,德国Fraunhofer激光器研究所(Fraunhofer Institute for Laser
Technology,ILT)最早提出了选择性激光熔融技术(Selective Laser
Melting,SLM),用它能直接成型出接近完全致密度的金属零件。SLM技术克服了SLS技术制造金属零件工艺过程复杂的困扰。用SLS技术制造金
属零件的方法主要有:
1)熔模铸造法:首先采用SLS技术成型高聚物(聚碳酸酯PC、聚苯乙烯PS等)原型零件,然后利用高聚物的热降解性,采用铸造技术成型金属零件;
2)砂型铸造法:首先利用覆膜砂成型零件型腔和砂芯(即直接制造砂型),然后浇铸出金属零件;
3)选择性激光间接烧结原型件法:高分子与金属的混合粉末或高分子包覆金属粉末经SLS成型,经脱脂、高温烧结、浸渍等工艺成型金属零件;
4)选择性激光直接烧结金属原型件法:首先将低熔点金属与高熔点金属粉末混合,其中低熔点金属粉末在成形过程中主要起粘结剂作用,然后利
用SLS技术成型金属零件。最后对零件后处理,包括浸渍低熔点金属、高温烧结、热等静压(Hotisostatic Pressing,HIP)。
一、SLM工艺的原理
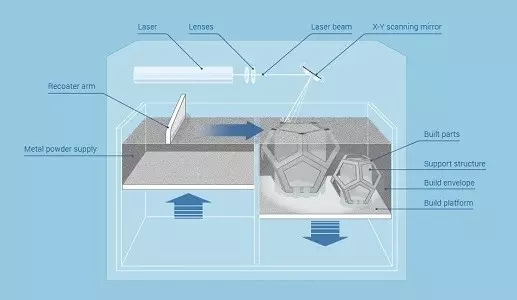
SLM是利用金属粉末在激光束的热作用下完全熔化、经冷却凝固而成型的一种技术。SLM与SLS制件过程非常相似,这里不再赘述。但
是,SLM工艺一般需要添加支撑结构,其主要作用体现在:1)承接下一层未成型粉末层,防止激光扫描到过厚的金属粉末层,发生塌陷;2)由于成型过程中粉
末受热熔化冷却后,内部存在收缩应力,导致零件发生翘曲等,支撑结构连接已成型部分与未成形部分,可有效抑制这种收缩,能使成型件保持应力平衡。

二、SLM工艺的优势、劣势
1)SLM工艺加工标准金属的致密度超过99%,良好的力学性能与传统工艺相当。
2)可加工材料种类持续增加,所加工零件可后期焊接。
3)价格昂贵,速度偏低。
4)精度和表面质量有限,可通过后期加工提高。
三、SLM工艺应用范围
1)加工标准金属的外观、装配、功能原型。
2)支撑零件,如夹具、固定装置等。
3)小批量零件生产。
4)注射模具。
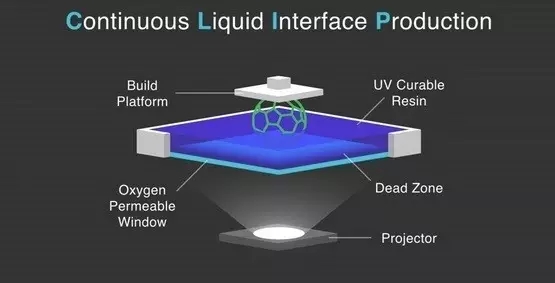
5. CLIP 3D打印工艺
2014年,连续液面生长(Continuous Liquid Interface
Production,CLIP)工艺被申请专利。2015年3月20日,Carbon3D公司的CLIP技术登上了权威学术杂志 Science
的封面。CLIP本质上是SLA(或DLP)的改进,其原理并不复杂,底部的紫外光投影让光敏树脂固化,而氧抑制固化,水槽底部的液态树脂由于接触氧气而
保持稳定的液态区域,这样就保证了固化的连续性。
CLIP工艺打印原理
CLIP工艺主要依赖于一种特殊的既透明又透气的窗口,该窗口同时允许光线和氧气通过。该机器能够控制氧的确切量和氧气被允许进入树脂池
的时间。氧气因此起到了抑制某些区域树脂固化的作用,而与此同时光线会固化那些没有暴露在氧气里的区域。也就是说,氧气能够在树脂内营造一个光固化的“盲
区”,这种“盲区”最小可达几十微米厚(约为2-3个红细胞的直径)。在这些区域里的树脂根本不能可能发生光聚合反应。然后该设备会使用UV光像放电影那
样把3D模型的一系列横截面投射到里面。
这项技术最重要的两个优势,一个是打印速度快到了颠覆性程度,比传统的3D打印机要快25 –
100倍,理论上有提高到1000倍的潜力。另外一个是分层理论上可以无限细腻:传统3D打印需要把3D模型切成很多层,类似于叠加幻灯片,这个原理就决
定了粗糙无法消除,而连续液面生产模式在底部投影的光图像可以做到连续变化,相当于从叠加幻灯片进化成了叠加视频,虽然毫无疑问这个视频帧数也不是无限
大,但是对比幻灯片的进步是巨大的。
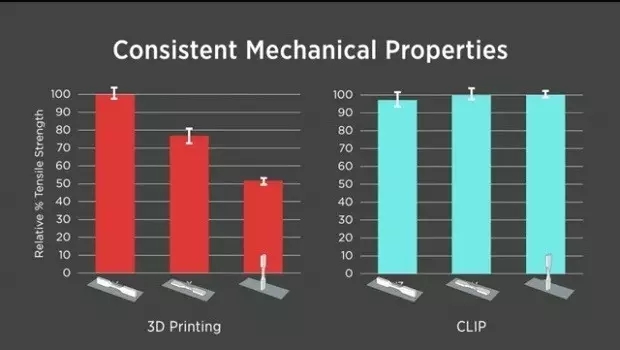
使用连续生长的加工方式大大改善了产品的力学性能。传统的3D打印零件因为层状结构,其力学特性在各个方向上不同,特别是在堆叠的方向上,抗剪切性能很差。而连续液面生产的零部件的力学特性在各个方向保持一致,在实际应用中少了很多顾虑。
6. EBM 3D打印工艺
电子束熔融成型法(Electron Beam Melting,EBM)由Arcam公司发明,是金属增材制造的另一种方式。其工艺过程与SLM非常相似,最大的区别是能量源由激光换成了电子束。
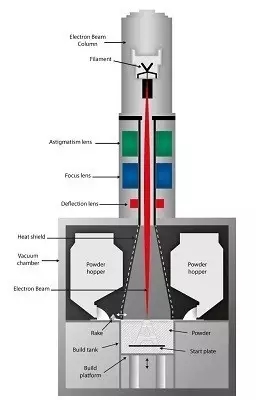
一、EBM工艺的原理
电子束熔融(EBM)技术经过密集的深度研发,现已广泛应用于快速原型制作、快速制造、工装和生物医学工程等领域。EBM技术使用电子束,将金属粉末一层一层的融化生成完全致密的零件。
电子束由位于真空腔顶部的电子束枪生成。电子枪是固定的,而电子束则可以受控转向,到达整个加工区域。电子从一个丝极发射出来,当该丝极
加热到一定温度时,就会放射电子。电子在一个电场中被加速到光速的一半。然后由两个磁场对电子束进行控制。第一个磁场扮演电磁透镜的角色,负责将电子束聚
焦到期望的直径。然后,第二个磁场将已聚焦的电子束转向到工作台上所需的工作点。
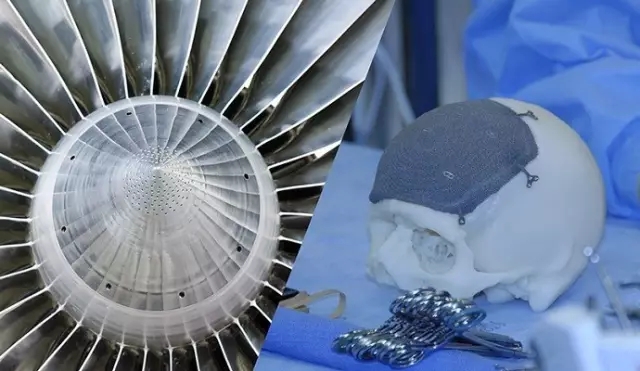
因具有直接加工复杂几何形状的能力,EBM工艺非常适于小批量复杂零件的直接量产。该工艺使零件定制化成为可能,而且为CAD to metal工艺优化的零件,可以获得用其它制造技术无法形成的几何形状,因此,零件将因无与伦比的性能而对客户体现其价值。该工艺直接使用CAD数据,一
步到位,所以速度很快。设计师从完成设计开始,在24小时内即可获得全部功能细节。与砂模铸造或熔模精密铸造相比,使用该工艺,交货期将被显著缩短。
生产过程中,EBM和真空技术相结合,可获得高功率和良好的环境,从而确保材料性能优异。
二、EBM工艺的优势、劣势
1)在窄光束上达到高功率的能力,能打印难熔金属,并且可以将不同的金属熔合。
2)真空环境排除了产生杂质的可能,譬如氧化物和氮化物,真空熔炼的质量可保证材料的高强度。
3)激光束式不实施预热,电子束式实施预热。电子束式的温差小,残余应力低,加工支撑所需较少。
4)EBM工艺加工过程中会预热粉末,粉末会呈现假烧结状态,不利于小孔、缝隙类特征打印,如1mm的孔易被粉末堵死。
5)EBM设备需要真空系统,硬件资金投入更高,而且需要维护。电子束技术的操作过程会产生X射线(解决方案:真空腔的合理设计可以完美的屏蔽射线。)
7. MJF 3D打印工艺
众所周知,MJF 3D打印工艺也是近年来刚兴起的3D打印工艺之一,主要由惠普公司研发。被称为是新兴增材制造技术的一大“中坚力量”。
一、MJF工艺的原理
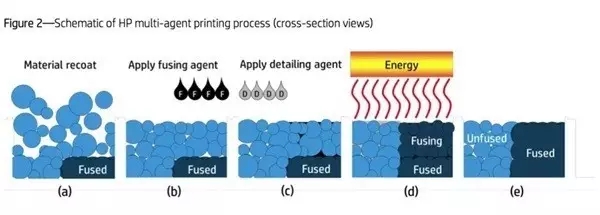
对于MJF技术我们已经知道的是,其机器主要依靠两个不同的喷墨组件打造全彩的3D零部件,一个组件主要负责铺设打印材料,形成对象实体,另一个喷墨组件则负责喷涂、上色和融合,使部件获得所需要的强度和纹理。该技术的工作方式简单来说就是:先铺一层粉末,然后喷射熔剂,与此同时还会喷射一种精细剂(detailing
agent),以保证打印对象边缘的精细度,然后再在上面施加一次热源。惠普公司表示,这将使其打印速度比选择性激光烧结(SLS)技术、熔融沉积成型(FDM)技术快10倍,而且不会牺牲部件的精细度。
一、MJF工艺的优势及劣势
该工艺能够简化工作流程并降低成本,实现快速成型;以突破性的经济效益实现零部件制造;降低了使用门槛、并支持各行业新应用的开放式材料与软件创新平台。惠普3D打印业务总裁Stephen
Nigro称,HP多喷嘴式熔融3D打印解决方案以业内的创新方式实现了高速度、高质量和低成本的有效结合。这令企业和制造商可以重新思考为客户设计和交付解决方案的方式。